153-9468-8668

联系人:刘先生
手 机:15394688668
电 话:0515-88807699
网 址:www.ycycjx.cn
地 址:盐城市盐都区大冈镇凤凰路97号
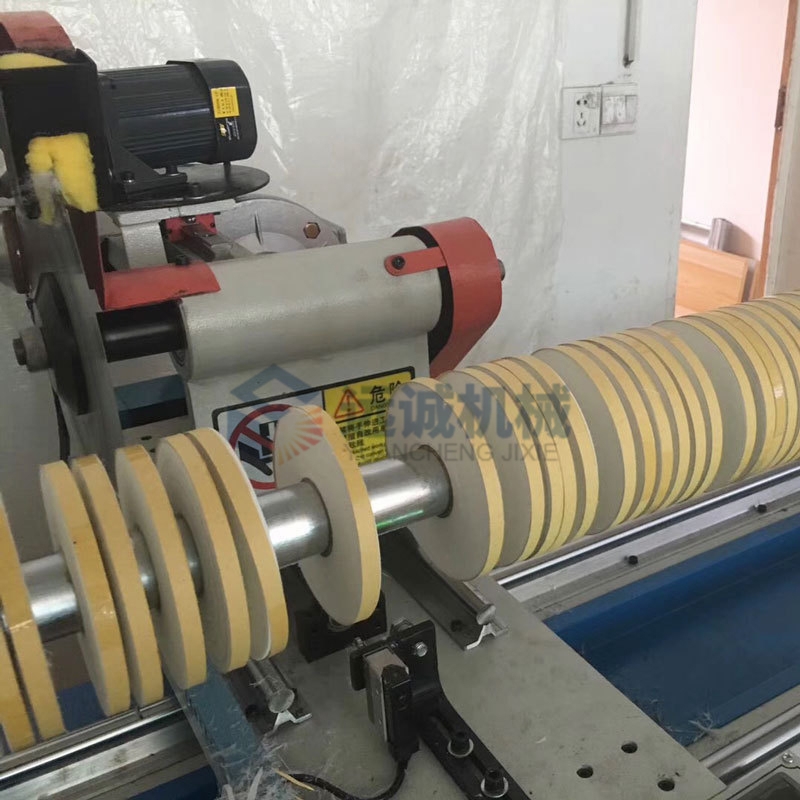
切条机怎么调试切条宽度精度?
切条机宽度精度调试核心是先校水平与平行度,再粗调定位、精调刀距,试切验证锁定,全程控制误差≤±0.1mm,确保批量尺寸一致。
调试前先断电安全检查:清洁刀轴、刀座与导轨,去除油污碎屑;检查刀片无崩刃、磨损,必要时更换;用水平仪校准机架水平,误差≤0.05mm/m,避免机身倾斜导致刀轴偏移。
第1步粗调定位。松开刀座 / 限位块锁紧螺丝,依据设备标尺或刻度盘,手动转动手轮或调节螺杆,将刀具 / 限位块移至目标宽度位置,初步固定。
第2步精调刀距与平行度。用游标卡尺或千分尺测量相邻刀具间距,沿刀轴左、中、右三点测,确保上下刀轴平行度≤0.02mm;微调刀座位置,反复测量至宽度接近公差,均匀拧紧锁紧螺丝。
第三步试切与精度验证。用废料试切 3-5 条,每条头尾、中部各测 3 次,取平均值;若宽度超差,微调节螺杆(每次 0.02-0.05mm),重复试切测量,直至精度达标。
第四步锁定与批量复核。确认精度后,按规定扭矩锁紧所有螺丝,防止松动;批量生产中每小时抽检 1 次,监控宽度稳定性,避免振动、磨损导致精度漂移。